AYT, Air Jet Textured Yarn
Udo Schweizer’s Texturing Pages
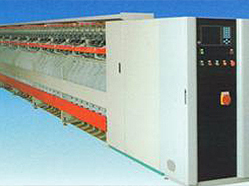
| Air jet textured yarns are a spun look like alternative to the more synthetic hand of false twist textured yarns. This page will explain how ATY is produced and where it is used. We will show you the difference between a parallel and a core effect yarn and will show in some detail what an ATY machines look like. |
Why and where do we need ATY?
ATY can offer an entirely different look and hand to any fabric. It can be used in a very broad range of fabrics from simple lightweight scrim all the way to very heavy duty soft luggage fabrics, from lightweight swim wear to heavy weight parkas. Several filament yarns can be mixed to construct the ideal ATY for a certain endues. ATY is a rather expensive yarn if the denier is low. But higher deniers compare very favorable with competitive spun yarns.
What is the primary difference between ATY and DTY?
Although both yarns are made from POY, ATY is a yarn with zillions of small loops, which give it a distinct feeling and look whereas DTY is a yarn with preferably no loops at all. The loops in ATY contribute to the bulk and loft of a fabric, whereas in DTY the even crimp in every filament creates the bulk and volume of a fabric.
The ATY texturing principle; parallel ATY yarn:
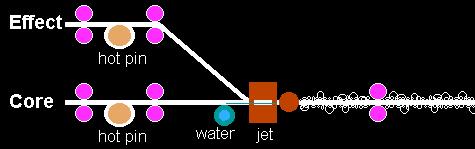
One or more ends of filament yarn are overfed at a constant rate to a special air jet, which blows, depending on the amount of overfeed between the inlet and outlet feeds, the yarns into a continuous string of smaller and larger loops. Similar as in the tangling of yarns the center of the ATY becomes randomly braided. The individual filaments are compacted by the air stream, which stabilizes the loops.

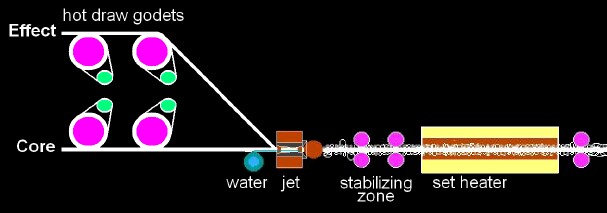
Water is added in front of the jet to lubricate the yarn, so that there is less yarn to jet friction inside the jet and the formation of loops becomes more efficient. The water is blown off the yarn at the jet exit and the yarn is basically dry when it is wound onto a package. The picture above represents the most simple way to produce ATY. As POY became widely available the machinery producers were forced to provide suitable production machines by adding a hot pin and a drawing zone to draw the POY. Alternatively hot godets are used to draw the yarn. (See the picture on the bottom, which shows the location of the godets.) In principle the machines functioned like this:

The “ATY” texturing principle, Core Effect:
Core Effect ATY is used widely when high bulk and volume is required. This is the case for upholstery, furniture and soft luggage yarn. But also fine denier nylon yarn is processed as core effect yarn for sports wear.
The core yarn is overfed to the jet with less overfeed than the effect yarn. For example, the core yarn overfeed to the jet could be 8% and the effect yarn overfeed could be 30 %. Jet manufacturers are providing different jets for high and low overfeeds. The final denier also influences the jet design.
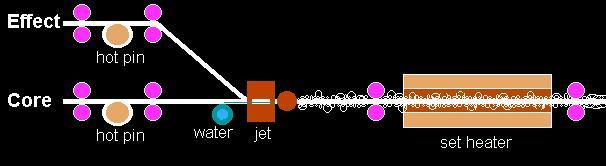
Loop size and loop stability matter greatly, especially for finer denier yarns. Smaller loops are more stable and provide a better volume than larger loops. To increase the stability and to shrink the loops into a smaller size ATY can be heat treated in a setting heater.
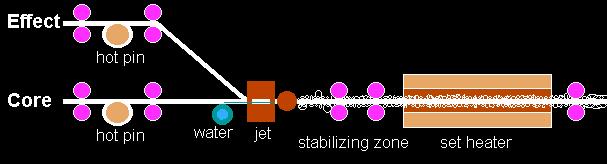
Specially stabilized ATY can be produced with an additional drawing zone between the jet and the heater. Here long loops are stretched to a point where they are not a lose loop anymore and the rest of the loops are drawn to a smaller size. This increases the ATY stability and process ability. This process was once patented by Barmag. As shown in the lower picture, drawing of polyester yarn can also be done by using hot draw godets. Hot pins are stationary and the yarn is drawn by wrapping the pin up to 360 angular degrees. Hot godets are wrapped several times to allow the yarn to absorb the heat of the godet. The first godet is normally heated above the glass transition point of polyester to allow optimum drawing conditions. The second godet, if heated, is used to anneal the fiber.
PolySpinTex Products:



- Educational Texturing Pages