Sequential Texturing
Udo Schweizer’s Texturing Pages
| Sequential texturing is used when slowly spun feed yarn, called LOY (low oriented yarn), has to be textured. This can be either polyamide or polyester yarn. Sequential texturing was used at times when no POY yarn was available and the production of LOY was state of the art. But even today there are a few companies, who have not invested in modern POY spinning equipment and who use low oriented feed yarn for purely economical reasons to texture this yarn successfully using the sequential process. |
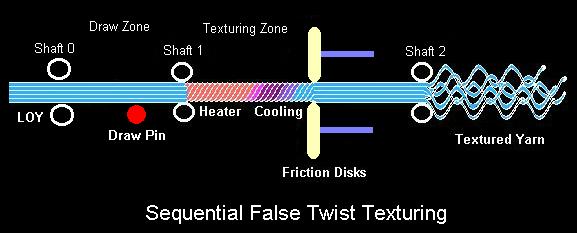
LOY cannot be used on a simultaneous texturing machine. Simultaneous texturing means drawing and false twisting the yarn, in a single step process. Sequential texturing means drawing and false twisting the yarn in a two step sequential process, where the yarn is, in the first step, drawn to achieve a good orientation and in the second step false twisted. Advantages besides other factors, is the lower draw tension of LOY compared to POY resulting in lower process tensions with resultant lower surge. The picture below shows a schematic of this process.
LOY, which stands for Low Oriented Yarn, is a continuous filament yarn spun at a speed below 1000 m/min. In the past, this yarn was mainly used on draw twisting equipment to produce fully drawn flat yarns. When texturing LOY, attention must be given to the shelf live of the LOY. The older the yarn, the more difficult it will be to texture this yarn.
Shaft 0 is the input feeding device for the LOY. The drawing occurs between shaft 0 and shaft 1. In this drawing zone about 90 % of the total amount of drawing will take place.
Polyester will need to be drawn over a fixed hot pin, about 65 mm diameter and 360 ° wrap to achieve good texturing results. Temperatures have to be around 90-100° C.. Trying to process PES LOY without pre draw results in quite low tenacity and ” glitter” or reflection in the fabric. The last polyester machines that were specifically tailored for LOY were made in the late 70’s.
Polyamide can be drawn over a fixed cold ceramic pin, about 5 mm diameter with 360° yarn wrap or no pin at all. The pin served to localize the draw point.
The remaining amount of draw is applied in the texturing zone, giving the yarn the necessary tension for a stable process. The twisting is done with a friction device, such as a set of rotating friction disks. But there are other devices. After Shaft 1 there is a heater, which heats the yarn to a temperature where it can be thermo-set. Adjoining the heater is a cooling plate, which must cool the yarn to a substantially lower temperature in order to permanently thermo-set the twist. As the yarn is released from Shaft 2 we observe how each single filament is trying to assume the three dimensional helix formation it was set in. The result is a voluminous bulked yarn. Sequential texturing can of course also done on double heater, set yarn, machines.
- Educational Texturing Pages