Tangled / Interlaced Yarn
Udo Schweizer’s Texturing Pages
| Interlacing is a simple process with many names. Tangling, entangling, intermingling stands all for one and the same process of interlacing. This page will explain to you the principle on how yarns are interlaced, why yarns are interlaced and why interlacing has become such an important factor in the production of textured yarns. We also will dwell shortly on interlaced POY and FDY. |
Why do we interlace yarns:
To give synthetic filaments a cohesion, which could earlier only be obtained by twisting.
The interlacing principle:
A continuous yarn, running under a defined tension through an air jet, can be interlaced if a perpendicular or nearly perpendicular high pressure air stream is applied to the yarn. The air stream creates a turbulence, splitting the yarn bundle and then forcing individual filaments together, which creates a kind of braiding effect on the yarn. Thereby the cohesion between the filaments is increased by a large magnitude. Such DTY yarn can now be used without any further twisting in weaving and knitting.
The schematic below shows the principle of how an air stream will produce an interlaced yarn:
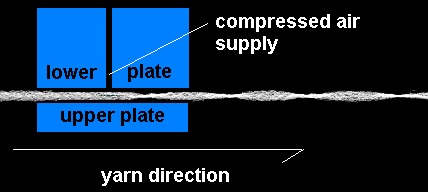
A multifilament yarn is fed through the tangling jet. The perpendicular compressed air stream will split the filament bundle. Due to a very high dynamic force the filaments collapse again into the filament bundle where they now entangle. The entangled yarn is characterized by having tangle knots at very regular intervals. This evenness is for subsequent processes most important. The density of the tangle knot is controlled by air pressure and the yarn tension. The evenness of the knots is a result of the evenness of the yarn tension and the compressed air pressure. The design of the air jet and the angle of the yarn path in and out of the jet is mainly responsible for frequency of the knots and the actual air consumption. The shape of the yarn channel and the size of the orifices of the compressed air channel varies between the manufacturers of interlacing air jets.
The next picture shows where in the machine a tangle jet can be located :
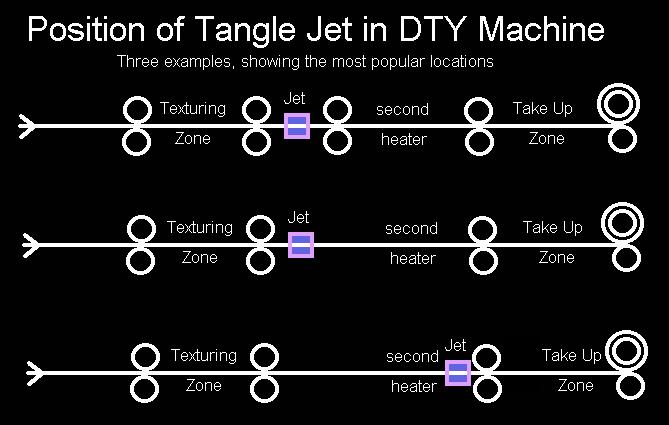
The first row shows the ideal situation, where the jet is located between a set of feed shafts, allowing the producer to exactly control the tangle tension of the process.
The middle row demonstrates where a jet can be located on older equipment. Advantage of this location is easy access and supervision of the process. But a disadvantage is the fact that the tangle tension is governing the setting tension.
The last row shows the location of the jet after the second heater and before the last feed shaft. Disadvantage is inaccessibility and less control. But this location was favored for a long time as it would allow first to produce a uniform set yarn before the yarn was tangled.
What type of yarns can be interlaced?
Synthetic filament yarns, regardless if they are POY, FOY or DTY can be interlaced. As a rule, the lower the denier per filament and the more filaments the easier it is to achieve a cost effective tangle result.
POY is interlaced for better package formation and better texturing results, e.g. less filament breaks.
FDY is interlaced for better package formation and for better warping and weaving results.
How can we check in a production environment the amount of interlace?
I found one laboratory instrument, which is reasonably priced and has worked very well for me. It is the RICa interlace counter , which will determine not only the number of nodes per meter but also the the average yarn thickness, the thickness of not interlaced yarn, the average node thickness, the yarn compaction factor, the node compaction factor, the tack effectiveness and the entanglement stability. Of course other standard values such as average length of the tack, the CV%, can be evaluated. This interlace counter is available from Schweizer Consulting or from PolySpinTex, Inc.
- Educational Texturing Pages