Torque, Detorque, Zero-Twist, Low Torque Yarns
Udo Schweizer’s Texturing Pages
| The high amount of real twist that was thermoset in a false twisting process creates torque as the yarn is untwisted below the friction unit. Because of the “memory effect”, inherent to any thermoplastic material, the yarn wants to return to the twisted state. The force to curl back, on its own axis, to the twisted state is referred to as torque. The amount of torque depends largely on the heat history, the filament denier and the process parameters. Torque is sometimes undesirable and process parameters are very often adjusted to minimize the torque. Torque can be totally balanced if one end false twisted into S direction is combined with another end false twisted into the Z. This type of plied yarn is referred to as torque free or zero twist yarn. Torque in single end yarns will created often an unwanted snarling effect as the yarn comes off a package or a twisting effect of knitted or woven goods. So it is important to reduce the torque in the yarn to an absolute minimum. |
There are applications where torque is highly welcome. A good example is nylon hosiery, where the torque is balanced by knitting alternatively S and Z textured yarns. This results in hosiery knitting machines having a minimum of two feeds or multiples of 2. This allows to balance the torque forces perfectly and the final product, a lady’s hose, has no torque and lots of extra stretch. (See picture 2). The following 3 pictures demonstrate how torque affects a fabric.
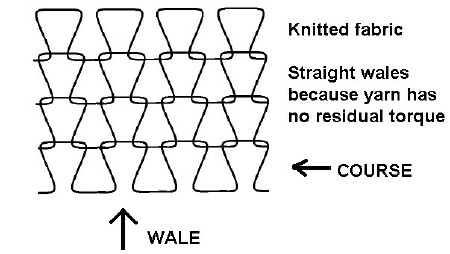
Picture 1
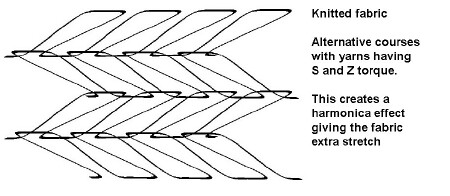 Picture 2
Picture 2
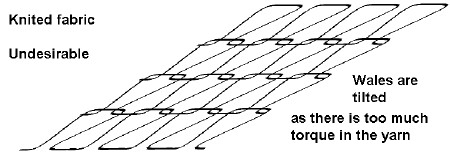
Picture 3
Polyester is normally only twisted into one single twist direction and the torque can be somewhat controlled with the texturing parameters. But as yarn speeds have increased, which decreases the operation parameter window, it has been found to be much more difficult to control torque. Higher speeds very often result in higher torque values. Higher torque can lead to a number of problems such as snarling while unwinding the yarn off the bobbin or twisting of a fabric as indicated in picture 3 above. All this can lead to frequent yarn breaks and faults in the fabric.
How Torque is Measured
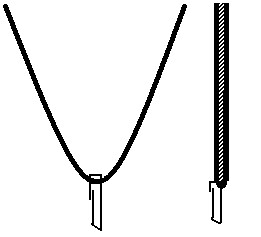
There are some established standard measurement methods of torque. The least scientific but possibly mostly used in the industry is the one that works as follows. One meter of yarn is carefully and tangentially taken off a DTY package. A small weight, such as a paper clip, is hung in the center, the two ends are brought together and the yarn is allowed to twist on itself. Once the twisting, caused by the remaining torque in the yarn, has stopped, the number of twists are counted. This number, normally expressed as turns/meter, will represent the measured torque in the yarn. Refinements of the measurements are in the details, such as time taken to stop twisting, laboratory ambient conditions and yarn age.
Torque is not always the highest in freshly produced yarn and it can change over time. But for some yarns, even storing will not reduce the amount of torque sufficiently and this is when a process called DETORQUE comes into play.
DETORQUE
Lets assume that a yarn was false twisted into S direction. This yarn would have a tendency to twist itself back into the S-twisted form. To counteract this we will false twist the yarn into Z direction inside the secondary heater to a degree where the torque forces in the final yarn will be substantially reduced. This process is only viable on a double heater texturing machine. As the amount of twist needed to twist the yarn in the opposite direction is not very high, it was found that a jet, which can twist the yarn (but not tangle!), will be perfect to do the job. These jets are called detorque jets.

The air stream of a detorque jet will securely twist the yarn. The false twist will migrate into the second heater, where it gets set. A good detorque jet will effectively reduce and can even reverse the torque. Final goal would be to have a close to zero-torque yarn. Detorque jets are high precision tools. Only this will allow a well controlled torque elimination. They are located past the secondary heater exit, in a position, which makes it easy for the machine operator to reach it. Important is that every position has been accurately aligned, so that the detorque effect is the same on every machine position. The parameters that control the detorque action are:
- air pressure for the jets
- amount of overfeed through the secondary heater
- secondary heater temperature
- yarn speed
- adjustments of the primary heater temperature and false twisting parameters can of course also be of influence.
- Educational Texturing Pages